
Na wysoce konkurencyjnym rynku obróbki metali, kluczowe wyzwania, takie jak niespójna precyzja cięcia, powolne przezbrojenia skomplikowanych części oraz niska wydajność spowodowana nadmierną ingerencją ręczną, hamują rozwój firmy. Samo wydłużenie godzin pracy lub zwiększenie zatrudnienia nie jest już realnym rozwiązaniem. Modernizacja sprzętu w celu fundamentalnego zwiększenia wydajności stała się koniecznością. Niniejszy artykuł zawiera dogłębną analizę, wykorzystując jako przykład lasery światłowodowe firmy Hymson , aby zbadać, jak systematyczne modernizacje sprzętu, oprogramowania i procesów mogą prowadzić do skokowego wzrostu zarówno precyzji, jak i wydajności.
Ramy pomiaru wartości modernizacji sprzętu
Ocena wartości modernizacji sprzętu wymaga czegoś więcej niż tylko spojrzenia na cenę zakupu. Należy stworzyć wielowymiarową strukturę:
Cztery podstawowe wskaźniki:
- Precyzja: Ma bezpośredni wpływ na jakość produktu i wskaźniki akceptacji.
- Wydajność: Wpływa na cykle realizacji zamówień i wydajność w jednostce czasu.
- Wydajność: Bezpośredni wynik wysokiej precyzji i stabilności, redukujący ilość odpadów.
- Wykorzystanie materiału: Inteligentne układanie i precyzyjne cięcie minimalizują ilość odpadów blachy.
- Zwrot z inwestycji (ROI): obliczany na podstawie (wzrostu wartości wyjściowej + oszczędności kosztów materiałów/pracy) / inwestycji w sprzęt w celu prognozowania okresu zwrotu.
- Ukryte koszty: Częste przestoje w celu przeprowadzenia napraw, wysokie zużycie energii przez stary sprzęt i przeróbki spowodowane niewystarczającą precyzją to ukryte koszty, które należy uwzględnić.
Kluczowe elementy sprzętowe wpływające na precyzję i wydajność cięcia laserowego
Sprzęt to podstawa wydajności. Wyjątkowa maszyna do cięcia laserowego zawdzięcza swoją wysoką precyzję i wydajność płynnej integracji kluczowych komponentów.
- Łoże maszyny o wysokiej sztywności: Modele Hymson wyposażone są w ulepszone łoże maszyny ze spawanymi połączeniami czopowo-grzbietowymi, które poddawane jest wyżarzaniu w wysokiej temperaturze w celu wyeliminowania naprężeń spawalniczych. Taka konstrukcja gwarantuje długotrwałą wytrzymałość, wysoką precyzję i trwałość maszyny, zapewniając stabilną platformę dla dokładności rzędu mikronów.
- Lekka, wytrzymała brama: Opatentowana konstrukcja bramy z ciągnionego aluminium zapewnia niską masę, wysoką wytrzymałość na rozciąganie i doskonałą dynamikę. Dzięki temu osie X/Y osiągają maksymalne przyspieszenie do 1,5 g i prędkość maksymalną 169 m/min (dane z wybranych modeli średniego formatu), co znacznie skraca czas przesuwu bez cięcia.
- Technologia aktywnej kompensacji termicznej: To kluczowa technologia zapewniająca długoterminową stabilność. Skutecznie kompensuje wpływ odkształceń termicznych na równoległość prowadnic referencyjnych podczas długotrwałej pracy, zapewniając stałą dokładność cięcia i osiągając dokładność pozycjonowania osi X/Y na poziomie ±0,03 mm/m oraz powtarzalność ±0,02 mm/m.
- Markowe silniki serwo: Wysokiej rozdzielczości enkodery w połączeniu z markowymi silnikami serwo i napędami są niezbędne do zagwarantowania szybkiej reakcji i precyzyjnego pozycjonowania.
Synergistyczne ulepszenia oprogramowania i procesów
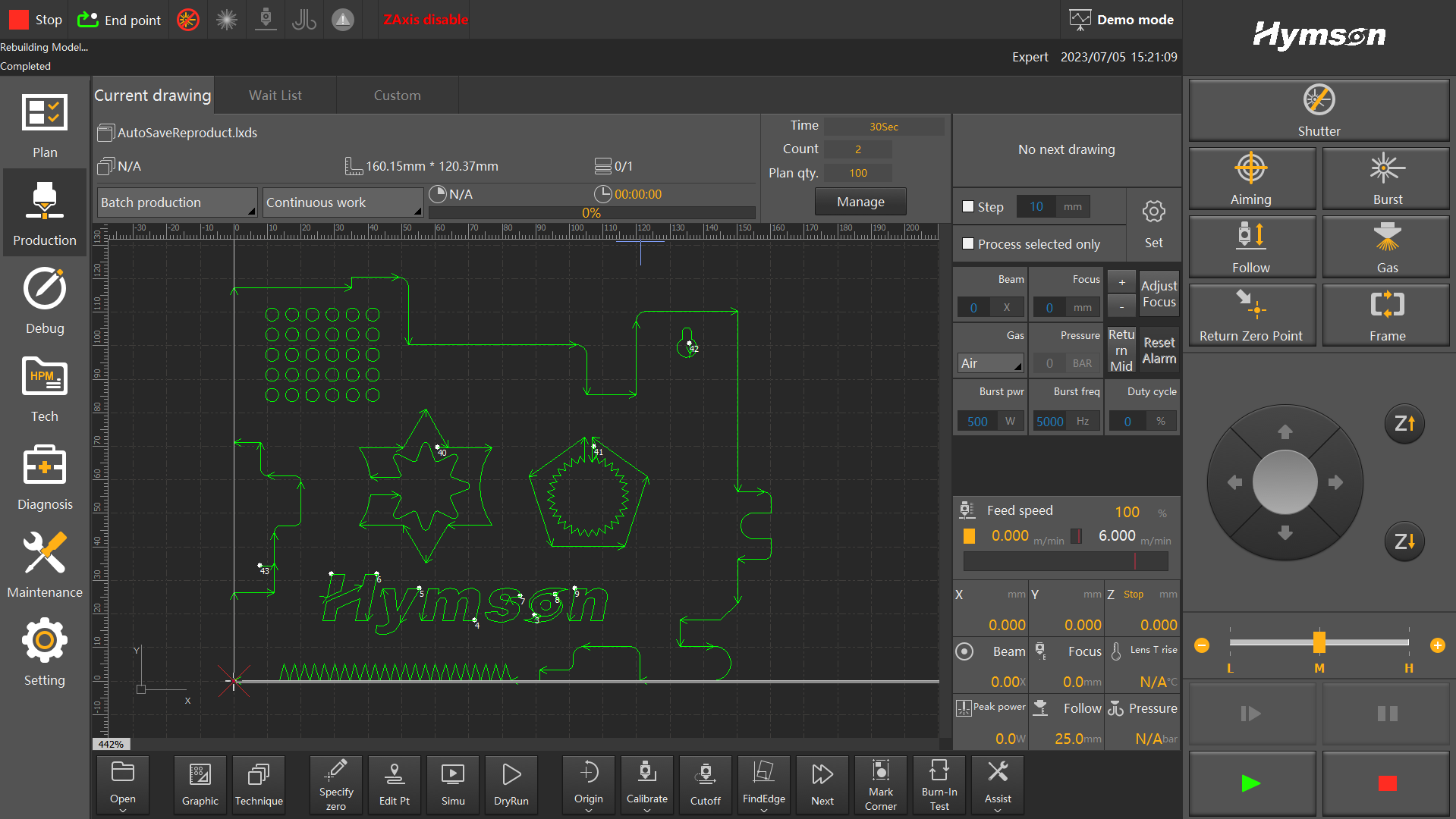
Jeśli sprzęt to ciało, to oprogramowanie to mózg. Zaawansowany system CNC jest kluczem do pełnego wykorzystania potencjału sprzętu.
- Zaawansowany system sterowania: System sterowania FSCUT, zastosowany w tych zaawansowanych maszynach, oparty na architekturze Windows 10 i platformie sterowania magistralą EtherCAT, charakteryzuje się czasem reakcji ≤100 µs. To coś więcej niż tylko interfejs; to „supermózg” integrujący zarządzanie produkcją, obsługę procesów, inteligentne wsparcie i modułową diagnostykę.
- Interfejsy do automatyzacji: System może bezproblemowo łączyć się z automatycznymi systemami załadunku/rozładunku, inteligentnymi magazynami i innymi zautomatyzowanymi liniami produkcyjnymi, torując producentom drogę od samodzielnych inteligentnych maszyn do w pełni zautomatyzowanych „fabryk bezobsługowych”.
Zapewnienie jakości i stabilności
- Strefowy System Wentylacji: System ten wykorzystuje inteligentny, segmentowy system odciągu oparów ze sterowaniem podążającym za głowicą. Zawory w danej strefie otwierają się tylko wtedy, gdy głowica tnąca pracuje w tym obszarze, co przekłada się na bardziej efektywne usuwanie pyłu, krótszą drogę i skoncentrowany przepływ powietrza. Chroni to zarówno środowisko pracy, jak i elementy optyczne, takie jak soczewki.
- Konserwacja zapobiegawcza: Zaawansowany sprzęt często zawiera funkcje autodiagnostyczne, takie jak modułowa diagnostyka i konserwacja w systemie FSCUT. Pomaga to użytkownikom szybko identyfikować problemy, a w połączeniu z rutynowymi kontrolami ścieżek optycznych i konserwacją układu chłodzenia minimalizuje nieplanowane przestoje.
Historia sukcesu: Przejście od produkcji tradycyjnej do inteligentnej
Tło:
Firma zajmująca się precyzyjną obróbką blachy zmagała się ze starzejącym się sprzętem, którego dokładność spadała do ±0,1 mm, a prędkości pracy były niskie. Utrudniało to spełnienie oczekiwań klientów z wyższej półki dotyczących precyzji i terminów realizacji.
- Modernizacja: Wprowadzono jedną z najnowocześniejszych maszyn do cięcia laserowego o dużej mocy firmy Hymson.
- Porównanie danych:
- Precyzja: Dokładność pozycjonowania wzrosła z ±0,1 mm do ±0,03 mm/m, a powtarzalność osiągnęła ±0,02 mm/m. Wydajność pierwszego przejścia wzrosła o 30%.
- Wydajność: Maksymalna prędkość pozycjonowania wzrosła z 60 m/min do 169 m/min, a maksymalne przyspieszenie wzrosło do 1,5g, co przełożyło się na wzrost ogólnej wydajności przetwarzania o ponad 30%.
- Automatyzacja: Dzięki podłączeniu prostej jednostki załadunkowo-rozładunkowej do zaawansowanego systemu sterowania osiągnięto ciągłość produkcji, skracając czas oczekiwania na materiały o 55%.
Typowe pułapki i łagodzenie ryzyka
- Błąd „tylko moc”: Wysoka moc nie oznacza automatycznie wysokiej wydajności i precyzji. Równie istotne są dynamika maszyny i szybkość reakcji systemu sterowania.
- Pominięcie oprogramowania: Ignorowanie łatwości obsługi, kompatybilności i inteligencji systemu sterowania może uniemożliwić wykorzystanie pełnego potencjału sprzętu.
- Brak kompleksowego planowania: Nieuwzględnienie układu warsztatu (np. maszyna wielkoformatowa może zajmować powierzchnię 20 m x 7 m) i ścieżki modernizacji automatyzacji może prowadzić do kosztownych modyfikacji wtórnych.
Lista kontrolna oceny dostawców
- Mocne strony techniczne: Czy dysponują kluczowymi technologiami, takimi jak aktywna kompensacja termiczna i opatentowane struktury bramowe?
- Kompletność linii produktów: Czy mogą zaoferować pełną gamę rozwiązań, od stołów o długości od 3 m do 8 m i mocy od 3 kW do 80 kW?
- Serwis i wsparcie: Czy dysponują sprawnie działającą lokalną siecią serwisową i możliwością zdalnej diagnostyki?
- Prace badawczo-rozwojowe i iteracyjne: Czy dostawca stale inwestuje w prace badawczo-rozwojowe, zapewniając Twojemu sprzętowi możliwość modernizacji w przyszłości?
Podsumowanie: Modernizacja urządzeń do cięcia laserowego to projekt systematyczny, który wymaga kompleksowej oceny wszystkiego, od sztywności i dynamiki sprzętu, przez inteligencję i otwartość oprogramowania, po ciągłą optymalizację procesów. Wybór sprzętu, takiego jak zaawansowane maszyny oferowane przez firmę Hymson , które integrują wysoką precyzję, wysoką wydajność i automatyzację już na etapie projektowania, to mądre posunięcie dla przedsiębiorstw produkcyjnych, aby wyróżnić się i osiągnąć zrównoważony wzrost na konkurencyjnym rynku.
Udostępnij ten post: