
W dynamicznie rozwijającym się krajobrazie nowoczesnej produkcji, dążenie do precyzji, szybkości i wydajności jest nieustanne. Produkcja blach, fundament wielu branż, od przemysłu lotniczego po elektronikę użytkową, została zrewolucjonizowana przez postęp technologiczny. Wśród nich, technologia cięcia laserowego wyróżnia się jako siła napędowa transformacji. Wybór odpowiedniej maszyny do laserowego cięcia blach nie jest już tylko decyzją zakupową; to strategiczna inwestycja, która może określić przewagę konkurencyjną firmy, jej zdolność produkcyjną i jakość produktów na lata.
Ten przewodnik zapewni Ci dogłębne spojrzenie na świat laserowego cięcia blach, obejmując wszystko – od podstawowych zasad i kluczowych komponentów, po trendy rynkowe i typowe pułapki zakupowe. Naszym celem jest wyposażenie Cię w wiedzę, która pozwoli Ci podjąć racjonalną i świadomą decyzję, idealnie dopasowaną do Twoich potrzeb operacyjnych i celów biznesowych.

Innowacje technologiczne i przegląd maszyn do laserowego cięcia blachy
Droga technologii laserowej od laboratoryjnej ciekawostki do przemysłowego konia roboczego jest świadectwem nieustannej innowacji. Jej dzisiejsze zastosowanie w cięciu blach stanowi szczyt technologii wytwarzania, oferując możliwości, które kiedyś były niewyobrażalne.
Znaczenie technologii laserowej blachy. Przed pojawieniem się wycinarek laserowych, obróbka blachy opierała się na metodach mechanicznych, takich jak wykrawanie, cięcie i cięcie plazmowe. Choć skuteczne, metody te mają swoje ograniczenia. Wykrawanie mechaniczne wymaga drogich, niestandardowych matryc dla każdego nowego projektu, co sprawia, że prototypowanie i produkcja małoseryjna są kosztowne i powolne. Cięcie plazmowe, choć wydajne, często charakteryzuje się brakiem precyzji i może tworzyć dużą strefę wpływu ciepła (HAZ), wymagającą wtórnych procesów wykończeniowych.
Cięcie laserowe pokonuje te wyzwania. To bezkontaktowy proces termiczny, który wykorzystuje silnie skupioną wiązkę światła o wysokiej energii do topienia, odparowywania lub wypalania materiału z wyjątkową dokładnością. Ten proces beznarzędziowy oznacza, że zmiany w projekcie można wprowadzać natychmiast za pomocą oprogramowania, oferując niezrównaną elastyczność i radykalnie skracając czas realizacji.
Zalety wysokiej precyzji i dużej szybkości Dwiema cechami definiującymi nowoczesne cięcie laserowe są precyzja i szybkość.
- Precyzja: Nowoczesna wycinarka laserowa światłowodowa osiąga dokładność pozycjonowania rzędu ±0,02 mm. Pozwala to na tworzenie niezwykle skomplikowanych części o drobnych szczegółach i ostrych krawędziach, przy minimalnym marnotrawstwie materiału. Wąska szczelina (szerokość cięcia) zapewnia idealne dopasowanie elementów, co jest kluczowe w produkcji na linii montażowej i w zastosowaniach o wysokiej wydajności.
- Szybkość: W przypadku metali o małej i średniej grubości cięcie laserowe jest wyjątkowo szybkie. Lasery dużej mocy mogą przecinać cienką stal nierdzewną z prędkością przekraczającą 60 metrów na minutę. Ta wysoka wydajność przekłada się bezpośrednio na wzrost produktywności i niższe koszty jednostkowe, umożliwiając firmom realizację większych zamówień i dotrzymywanie krótszych terminów.
Podstawowe zasady i zastosowania. W swojej istocie, laserowa maszyna tnąca działa na prostej zasadzie. Źródło laserowe, zwane rezonatorem, generuje silną wiązkę światła. Wiązka ta jest kierowana przez szereg luster lub światłowód do głowicy tnącej. Wewnątrz głowicy, soczewka skupia wiązkę na niewielkim punkcie na powierzchni blachy. Intensywna koncentracja energii w tym punkcie ogniskowym topi materiał. Jednocześnie, strumień gazu pomocniczego (takiego jak azot, tlen lub sprężone powietrze) jest kierowany przez dyszę współosiową z wiązką laserową. Strumień gazu zdmuchuje stopiony materiał, zapewniając czyste cięcie.
Cały proces jest kontrolowany przez system komputerowego sterowania numerycznego (CNC), który odczytuje cyfrowy plik projektu (np. DXF lub DWG) i precyzyjnie przesuwa głowicę tnącą po blasze, aby uzyskać pożądany wzór. Ta automatyzacja zapewnia idealną powtarzalność i umożliwia produkcję skomplikowanych geometrii, które byłyby niemożliwe do uzyskania metodami ręcznymi. Zastosowania systemu są bardzo szerokie, obejmując panele nadwozia samochodowego, komponenty lotnicze, stal konstrukcyjną w budownictwie, skomplikowane urządzenia medyczne, a nawet dekoracyjne elementy metalowe.

Proces cięcia laserowego blachy i jego obszary zastosowań
Zrozumienie niuansów procesu cięcia laserowego i jego różnic wśród podobnych technologii jest kluczowe dla docenienia jego szerokiego zastosowania w różnych gałęziach przemysłu.
Jak działa cięcie laserowe blachy Proces cięcia można podzielić na trzy główne typy, w zależności od materiału i użytego gazu wspomagającego:
- Cięcie metodą fuzji (ścinanie stopu): Jest to najpopularniejsza metoda cięcia stali nierdzewnej, aluminium i innych stopów metali nieżelaznych. Jako gaz pomocniczy stosuje się gaz obojętny, zazwyczaj azot. Wiązka laserowa topi metal, a strumień azotu pod wysokim ciśnieniem wydmuchuje stopiony materiał ze szczeliny. Ponieważ azot nie reaguje z roztopionym metalem, powstaje gładka, wolna od tlenków, srebrzysto-jasna krawędź tnąca, gotowa do spawania bez dalszej obróbki.
- Cięcie tlenowe (cięcie płomieniowe): Ta metoda jest stosowana głównie do stali miękkiej (stal węglowa). Tlen jest gazem wspomagającym. Wiązka laserowa nagrzewa materiał do temperatury zapłonu, a strumień tlenu inicjuje reakcję egzotermiczną (spalanie), która dostarcza dodatkowej energii do procesu cięcia. Umożliwia to cięcie grubszych materiałów z większą prędkością w porównaniu z cięciem termojądrowym. Pozostawia jednak cienką warstwę tlenku na krawędzi cięcia, którą może wymagać usunięcia przed malowaniem lub spawaniem.
- Cięcie sublimacyjne: Stosowane w przypadku niektórych materiałów niemetalicznych, takich jak drewno czy akryl, proces ten polega na odparowaniu materiału za pomocą wiązki laserowej bezpośrednio ze stanu stałego do gazowego, pozostawiając bardzo gładką krawędź. Jest to mniej powszechne w obróbce blachy.
Rozróżnianie cięcia laserowego od grawerowania Chociaż cięcie i grawerowanie często są wykonywane przez tę samą maszynę, to jednak są to zasadniczo różne procesy, mające różne cele.
- Cięcie laserowe: Celem jest całkowite przebicie materiału i oddzielenie jednego elementu od drugiego. Wymaga to dużej mocy i starannie kontrolowanej prędkości, aby zapewnić cięcie na pełnej głębokości.
- Grawerowanie/znakowanie laserowe: Celem jest zmiana powierzchni materiału bez jego przecinania. Osiąga się to poprzez zastosowanie niższej mocy lub znacznie wyższej prędkości. Grawerowanie usuwa niewielką ilość materiału, tworząc głęboki znak, podczas gdy znakowanie często wykorzystuje ciepło do odbarwienia powierzchni (wyżarzania) lub niewielkiej zmiany chemicznej, co skutkuje trwałym, kontrastowym znakiem bez konieczności usuwania materiału.
Zastosowania technologii cięcia laserowego w różnych gałęziach przemysłu Wszechstronność cięcia laserowego sprawiła, że stało się ono niezastąpione w wielu sektorach:
- Motoryzacja: Do prototypowania i masowej produkcji elementów podwozia, paneli nadwozia, elementów ramy i układów wydechowych. Precyzja gwarantuje idealne dopasowanie i wykończenie.
- Lotnictwo i kosmonautyka: Do cięcia wytrzymałych, lekkich stopów, takich jak kompozyty tytanowe i aluminiowe, na elementy kadłuba, wsporniki i części silników, w przypadku których dokładność i integralność strukturalna mają kluczowe znaczenie.
- Elektronika: Do produkcji skomplikowanych obudów, podstaw montażowych i płyt montażowych do serwerów, urządzeń konsumenckich i paneli sterowania.
- Urządzenia medyczne: Do tworzenia niezwykle precyzyjnych instrumentów chirurgicznych, implantów (np. stentów) i komponentów do sprzętu diagnostycznego ze stali nierdzewnej klasy medycznej i tytanu.
- Ciężki sprzęt i budownictwo: Do cięcia grubych blach stalowych na elementy konstrukcyjne, sprzęt rolniczy i maszyny budowlane.
- Meble i wzornictwo: Tworzenie niestandardowych mebli metalowych, paneli dekoracyjnych i elementów architektonicznych o złożonych, artystycznych wzorach.
Specyfikacje techniczne i kluczowe komponenty
Wydajność maszyny do cięcia laserowego zależy od jej specyfikacji technicznych i jakości jej głównych komponentów. Zrozumienie tych elementów jest kluczowe dla oceny i porównania różnych modeli.
Specyfikacje wiązki laserowej
- Moc (kW): To prawdopodobnie najważniejsza wartość. Bezpośrednio określa maksymalną grubość materiału, jaki można ciąć, oraz prędkość cięcia. Moc waha się od 1 kW dla cienkich blach do ponad 30 kW dla grubych blach.
- Długość fali (µm): Długość fali światła laserowego określa, jak dobrze jego energia jest absorbowana przez różne materiały. Lasery światłowodowe zazwyczaj działają z długością fali ~1,06 µm, która jest silnie absorbowana przez metale, co czyni je niezwykle wydajnymi. Lasery CO2 działają z długością fali ~10,6 µm, która jest lepiej absorbowana przez materiały organiczne i niemetale.
- Jakość wiązki (M²): Parametr ten mierzy, jak mocno można skupić wiązkę lasera. Niższa wartość M² oznacza wyższą jakość wiązki, co pozwala na mniejsze ognisko, wyższą gęstość mocy oraz dokładniejsze i bardziej precyzyjne cięcie. Lasery światłowodowe charakteryzują się zazwyczaj lepszą jakością wiązki w porównaniu z laserami CO2.
Rezonator laserowy (źródło lasera) Rezonator jest sercem maszyny, odpowiedzialnym za generowanie wiązki laserowej. W przemyśle blacharskim dominują dwa typy rezonatorów:
- Rezonator lasera światłowodowego: Ten laser półprzewodnikowy wykorzystuje diody półprzewodnikowe do pompowania światła do włókna optycznego domieszkowanego pierwiastkiem ziem rzadkich, takim jak iterb. Światło jest wzmacniane we włóknie, generując wiązkę laserową.
- Zasada działania: Światło jest generowane i wzmacniane wyłącznie w elastycznym kablu światłowodowym, co eliminuje potrzebę stosowania skomplikowanych luster lub wnęk gazowych.
- Zalety: wyjątkowo wysoka sprawność energetyczna (~30-40%), brak ruchomych części w źródle, minimalne wymagania konserwacyjne, długa żywotność (>100 000 godzin) i doskonała jakość wiązki.
- Rezonator laserowy CO2: Ten laser gazowy wykorzystuje wyładowanie elektryczne do wzbudzenia mieszanki gazów (głównie dwutlenku węgla, azotu i helu) w szczelnej rurze lub komorze, powodując emisję lasera.
- Zasada działania: Przez mieszaninę gazów przepuszcza się wysokie napięcie, a system luster odbija światło w obie strony, wzmacniając je przed emisją.
- Zalety: Doskonała jakość cięcia szerokiej gamy materiałów, w tym niemetali. Nadal preferowany do cięcia grubych profili akrylowych.
Głowica tnąca. Głowica tnąca to „robocza część” maszyny. Odbiera wiązkę laserową ze źródła i dostarcza ją do przedmiotu obrabianego. Jej kluczowe elementy obejmują:
- Soczewki/lustra skupiające: Ten układ optyczny skupia wiązkę laserową w precyzyjnym punkcie, koncentrując jej energię.
- Dysza: Kieruje gaz wspomagający na obrabiany przedmiot, usuwając stopiony materiał. Średnica i konstrukcja dyszy mają kluczowe znaczenie dla jakości cięcia.
- Czujnik pojemnościowy wysokości: Ten czujnik stale mierzy odległość między dyszą a blachą, automatycznie dostosowując położenie głowicy w osi Z, aby zachować idealną odległość ogniskową, nawet jeśli blacha jest lekko wygięta.
- Nowoczesne funkcje: Zaawansowane głowice tnące posiadają teraz funkcje automatycznego ustawiania ostrości, wykrywania kolizji, a nawet zintegrowane funkcje fazowania, które umożliwiają wykonywanie cięć pod kątem (np. w celu przygotowania do spawania) w jednym przejściu.
Kluczowe czynniki wpływające na jakość cięcia Aby uzyskać idealne cięcie, trzeba zadbać o równowagę kilku czynników:
- Prędkość cięcia: Zbyt duża prędkość spowoduje, że wiązka nie przeniknie całkowicie, pozostawiając żużel. Zbyt mała prędkość i nadmierne ciepło mogą poszerzyć szczelinę i stworzyć większą strefę HAZ.
- Moc lasera: Musi być dostosowana do rodzaju i grubości materiału.
- Gaz wspomagający: Rodzaj (N2, O2, powietrze) i ciśnienie muszą być zoptymalizowane. Nieprawidłowe ciśnienie może prowadzić do powstawania zadziorów lub szorstkiej krawędzi.
- Pozycja ogniskowa: Pozycja punktu ogniskowego względem powierzchni materiału (nad, na lub pod powierzchnią) ma istotny wpływ na jakość krawędzi i szerokość nacięcia.
Różnicowanie typów maszyn do cięcia i grawerowania laserowego
Chociaż podstawowa technologia jest podobna, urządzenia laserowe często specjalizują się w cięciu, grawerowaniu lub obu tych czynnościach. Podstawowa różnica polega na rodzaju użytego źródła lasera.
Definicja znakowania, grawerowania i cięcia
- Znakowanie: Proces powierzchniowy, który zmienia kolor materiału poprzez wyżarzanie lub obróbkę chemiczną. Nie tworzy on żadnej głębi.
- Grawerowanie: Proces polegający na usuwaniu materiału z powierzchni w celu utworzenia widocznego, wyczuwalnego w dotyku wgłębienia. Głębokość można kontrolować siłą i szybkością.
- Cięcie: Proces obejmujący całą głębokość, w którym materiał jest dzielony na dwie lub więcej części.
Główne typy maszyn do cięcia laserowego
Maszyny do cięcia laserem światłowodowym
Zasada działania: Wykorzystuje półprzewodnikowy laser światłowodowy. Wiązka jest dostarczana elastycznym światłowodem.
Materiały, których można użyć: Głównie metale. Wyjątkowo skuteczny w przypadku stali, stali nierdzewnej, aluminium, mosiądzu, miedzi i innych stopów. Bardzo słaby w przypadku większości materiałów organicznych, takich jak drewno czy przezroczysty akryl.
Zalety:
Bardzo duża prędkość cięcia metali cienkich i średniej grubości.
Bardzo wysoka sprawność elektryczna, co przekłada się na niższe koszty eksploatacji.
Źródło laserowe nie wymaga żadnej konserwacji (nie trzeba ustawiać luster ani uzupełniać gazu).
Z łatwością przetwarza materiały odblaskowe, takie jak mosiądz i miedź.
Wady:
Większa początkowa inwestycja w porównaniu do laserów CO2 o podobnej mocy.
Nie nadaje się do cięcia materiałów niemetalowych.
Maszyny do cięcia laserowego CO2
Zasada działania: Wykorzystuje gazowe źródło laserowe. Wiązka jest dostarczana za pomocą systemu luster (system „latającej optyki”).
Zastosowania: Wysoce wszechstronne. Tnie szeroką gamę materiałów niemetalowych (drewno, akryl, skórę, tkaniny, papier, gumę), a także metale (choć mniej wydajnie niż lasery światłowodowe).
Zalety:
Doskonała wszechstronność dla firm pracujących z różnorodnymi materiałami.
Zapewnia doskonałe, polerowane ogniem krawędzie na powierzchniach akrylowych.
Niższy początkowy koszt samej maszyny.
Wady:
Znacznie niższa wydajność elektryczna, co przekłada się na wyższe rachunki za energię.
Wymaga regularnej konserwacji (regulacja luster, uzupełnianie gazu, czyszczenie optyki).
Niższa prędkość cięcia metali w porównaniu z laserem światłowodowym o tej samej mocy.
Ścieżka wiązki z lustrami jest wrażliwa na brak wyrównania.
Maszyny do cięcia laserowego kryształów (np. Nd:YAG, Nd:YVO)
Są to również lasery półprzewodnikowe, ale wykorzystują kryształ jako medium laserowe. Zostały one w dużej mierze wyparte przez lasery światłowodowe w branży cięcia blach ze względu na wyższą wydajność i niezawodność technologii światłowodowej. Nadal są wykorzystywane w specjalistycznych zastosowaniach, takich jak precyzyjne znakowanie, spawanie i cięcie metali oraz niektórych tworzyw sztucznych/ceramiki.
Trendy cen rynkowych i rekomendacje produktów
Cena urządzenia do cięcia laserowego może się znacznie różnić w zależności od jego rodzaju, mocy, rozmiaru, marki i funkcji.
Zakresy cen różnych typów laserowych wycinarek do blachy
- Poziom podstawowy/mała firma (1 kW - 3 kW): Są to zazwyczaj urządzenia z laserem światłowodowym, nadające się do cięcia cienkich blach (do ~6 mm stali) dla warsztatów produkcyjnych, producentów szyldów i lekkiej produkcji.
- Przemysłowy zakres średni (3 kW - 6 kW): Jest to idealne rozwiązanie dla wielu warsztatów produkcyjnych, zapewniające dobry balans między szybkością i dopuszczalną grubością (do ~20 mm stali).
- Przemysłowe o dużej mocy (8 kW - 20 kW+): Maszyny te są przeznaczone do intensywnej, masowej produkcji i umożliwiają szybkie cięcie grubych blach. Często są wyposażone w funkcje automatyzacji.
- Systemy zautomatyzowane (z wieżami załadowczo-rozładunkowymi): Systemy te umożliwiają całodobową pracę w trybie „bez oświetlenia”.
Rekomendacja dla przemysłu: Maszyna do cięcia laserem światłowodowym Hymson serii HF-TU
Dla firm poszukujących najnowocześniejszego, wszechstronnego i wysoce wydajnego rozwiązania, maszyna taka jak Hymson HF-TU stanowi doskonały punkt odniesienia dla możliwości nowoczesnej technologii. Jest to doskonały przykład zintegrowanej laserowej maszyny do cięcia blach i rur, zaprojektowanej z myślą o wymagających warunkach przemysłowych.
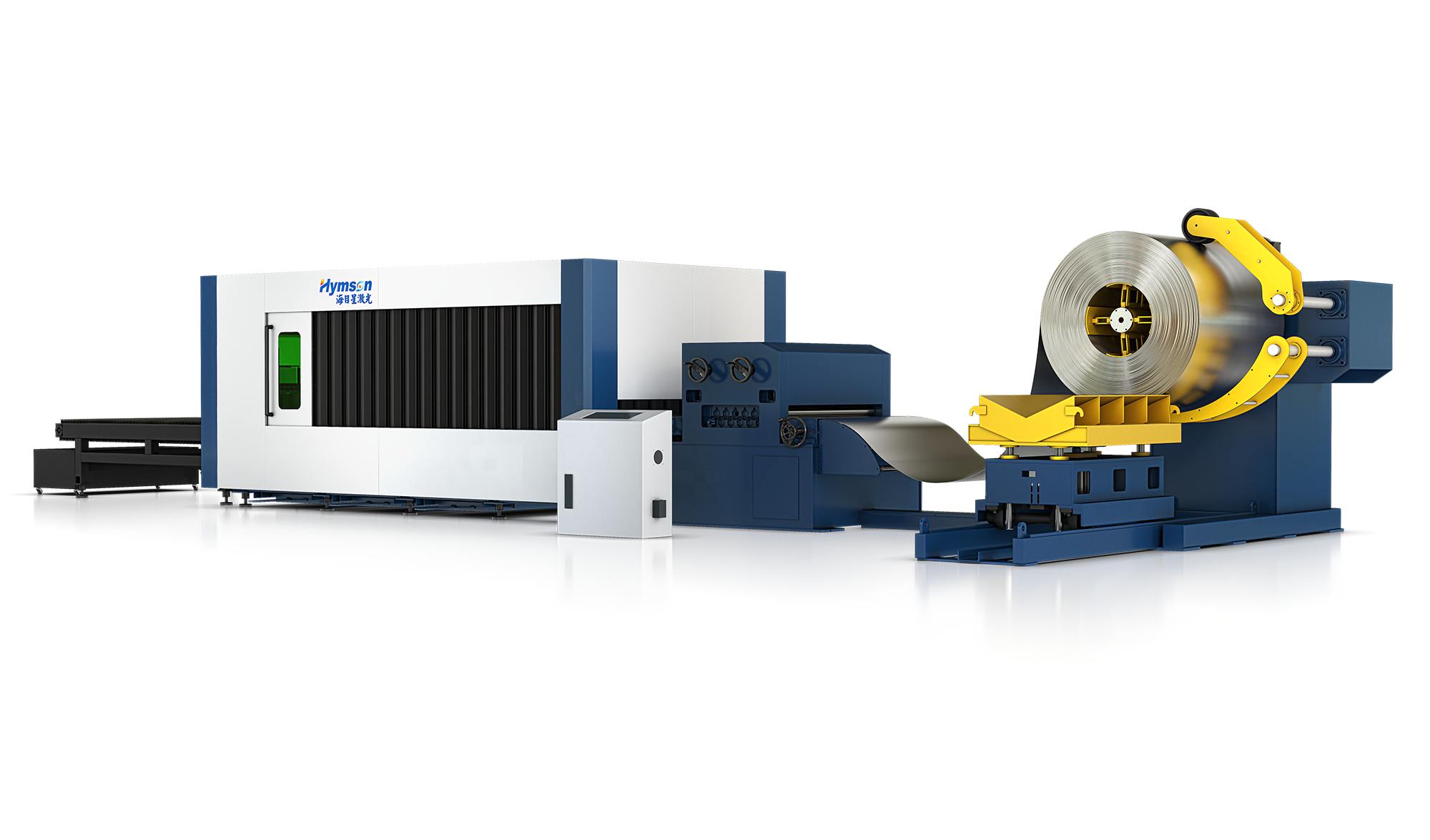
Główne cechy i scenariusze zastosowań:
- Zintegrowane cięcie blach i rur: To ogromna zaleta, łącząca dwie maszyny w jedną. Pozwala to firmie ciąć standardową blachę, a także obrabiać rury okrągłe, kwadratowe, prostokątne i inne profile. Ta wszechstronność otwiera nowe rynki, takie jak produkcja mebli, sprzętu fitness i konstrukcji szkieletowych.
- Opcje dużej mocy (do 6000 W+): Dzięki opcjom mocy od 3 kW do ponad 6 kW serię HF-TU można skonfigurować do każdego zadania, od szybkiego cięcia cienkich blach po wydajne cięcie grubych płyt stalowych (np. 50 mm+).
- Zaawansowana głowica tnąca do fazowania: Maszyna może być wyposażona w pięcioosiową głowicę tnącą 3D, umożliwiającą wykonywanie cięć fazowanych pod kątem ±45°. To przełomowe rozwiązanie w przygotowaniu do spawania, ponieważ eliminuje konieczność wtórnego szlifowania lub frezowania, oszczędzając znaczną ilość czasu i pracy.
- Inteligentny system sterowania magistralą: Nowoczesne systemy, takie jak system sterowania magistralą EtherCAT firmy Hymson, zapewniają szybszą komunikację między CNC a komponentami maszyny, co przekłada się na większe przyspieszenie, lepszą dokładność oraz bardziej zaawansowane monitorowanie i diagnostykę w czasie rzeczywistym.
- Pełna automatyzacja: Serię HF-TU można zintegrować z w pełni automatycznymi systemami załadunku i rozładunku. W ten sposób powstaje komórka produkcyjna, która może pracować w sposób ciągły przy minimalnej ingerencji operatora, maksymalizując przepustowość i redukując koszty pracy.
Typowe pułapki w procesie selekcji
Wybór plotera laserowego stanowi poważną inwestycję, a kilka typowych błędów może skutkować wyrzutami sumienia u kupującego.
- Pułapka 1: Skupienie się wyłącznie na cenie początkowej: Najtańsza maszyna rzadko jest najtańsza. Weź pod uwagę całkowity koszt posiadania (TCO), który obejmuje zużycie energii, materiały eksploatacyjne (dysze, soczewki), koszty konserwacji i potencjalne przestoje. Bardziej wydajna i niezawodna maszyna z wyższym kosztem początkowym może być tańsza w dłuższej perspektywie.
- Pułapka 2: Nieprawidłowa specyfikacja mocy: Zakup maszyny, która jest albo zbyt mocna, albo zbyt słaba, to kosztowny błąd. Laser o mocy 20 kW do cięcia blachy o grubości 1 mm jest nieefektywny i powoduje marnotrawstwo. Laser o mocy 1,5 kW nie poradzi sobie z nagłą potrzebą cięcia blachy o grubości 15 mm. Przeanalizuj swoje obecne i przyszłe obciążenie pracą (obowiązuje zasada 80/20 – specyfikacja dla 80% Twojej pracy), aby znaleźć odpowiedni poziom mocy.
- Pułapka 3: Pominięcie integracji oprogramowania i przepływu pracy: Maszyna to tylko jeden element równania. Jak intuicyjne jest oprogramowanie CAD/CAM? Jak łatwo integruje się ono z istniejącymi systemami projektowymi i ERP? Słabe oprogramowanie może stworzyć wąskie gardło produkcyjne, które zniweluje prędkość samej maszyny.
- Pułapka 4: Zaniedbanie serwisu i wsparcia posprzedażowego: To kluczowe. Gdy maszyna nie działa, tracisz pieniądze. Upewnij się, że dostawca ma silną obecność lokalną, wykwalifikowanych techników, łatwo dostępne części zamienne i oferuje kompleksowe szkolenia dla operatorów.
- Pułapka 5: Ignorowanie przyszłych potrzeb biznesowych: Nie kupuj tylko na dziś. Jak widzisz swoją firmę za pięć lat? Czy będziesz pracować z nowymi materiałami? Czy będziesz musiał ciąć grubsze arkusze? Czy Twoja produkcja wzrośnie do tego stopnia, że automatyzacja stanie się konieczna? Wybór maszyny o pewnym stopniu skalowalności lub modułowości może być mądrą strategią długoterminową.
Wnioski i porady dotyczące wyboru
Proces wyboru odpowiedniej maszyny do cięcia laserowego blach to proces dopasowania zaawansowanej technologii do konkretnego zastosowania. Siła właściwego wyboru tkwi w dogłębnym zrozumieniu własnych potrzeb.
Jak dokonać wyboru w oparciu o swoje potrzeby Aby podjąć najlepszą decyzję, zadaj sobie następujące, ważne pytania:
Jakie są moje podstawowe materiały i ich maksymalna grubość?
Odpowiedź: Jeśli tniesz wyłącznie metale, laser światłowodowy jest oczywistym wyborem. Jeśli potrzebujesz ciąć zarówno metale, jak i niemetale, laser CO2 może być bardziej wszechstronny. Maksymalna wymagana grubość jest głównym czynnikiem decydującym o niezbędnej mocy lasera.
Jakiego poziomu precyzji i jakości krawędzi potrzebuję?
Odpowiedź: W większości zastosowań nowoczesne lasery światłowodowe zapewniają doskonałą precyzję. Jeśli potrzebujesz lustrzanego wykończenia krawędzi na akrylach, laser CO2 będzie lepszym rozwiązaniem. Aby uzyskać krawędzie gotowe do spawania na metalu, poszukaj maszyn z zaawansowanym sterowaniem procesem i możliwością cięcia azotem.
Jakiej wielkości produkcji i złożoności części się spodziewam?
Odpowiedź: W przypadku dużych serii, stosunkowo prostych części, najlepiej sprawdzi się maszyna o dużej prędkości i mniejszej mocy. Części o małej serii i wysokim stopniu złożoności wymagają maszyny o doskonałej dokładności i oprogramowaniu. Jeśli celem jest produkcja całodobowa, automatyzacja nie jest luksusem, lecz koniecznością.
Jaki jest mój realistyczny budżet, biorąc pod uwagę koszty początkowe i całkowity koszt posiadania?
Odpowiedź: Ustal budżet uwzględniający koszty maszyny, instalacji, szkolenia, oprogramowania i długoterminowe koszty operacyjne. Porównuj oferty na podstawie wartości i możliwości, a nie tylko ceny katalogowej.
Jakie są możliwości i reputacja dostawcy?
Odpowiedź: Sprawdź sieć serwisową dostawcy, gwarancję, programy szkoleniowe i opinie klientów. Silna współpraca z dostawcą jest równie ważna, jak sama maszyna.
Związek między wyborem a rezultatem Ostatecznie, dokonany wybór będzie miał bezpośredni i trwały wpływ na Twoją firmę. Dobrze dobrana maszyna staje się centrum zysku, umożliwiając szybszą produkcję części o wyższej jakości przy niższych kosztach. Otwiera drzwi do nowych klientów i rynków, napędza innowacje w projektowaniu produktów i zapewnia solidny fundament wzrostu. Z drugiej strony, zły wybór może stać się ciągłym źródłem frustracji, prowadząc do nadmiernych przestojów, wysokich kosztów operacyjnych i braku możliwości spełnienia wymagań klientów.
Zachęcamy do podjęcia tej decyzji z rozwagą i przewidywaniem. Współpracuj z wieloma dostawcami, poproś o demonstracje na żywo z wykorzystaniem własnych części i materiałów oraz porozmawiaj z obecnymi użytkownikami. Podejmując racjonalną i świadomą decyzję, nie kupujesz tylko jednego urządzenia; inwestujesz w przyszłą wydajność, jakość i rentowność całej swojej działalności.
Udostępnij ten post: